คุณจะทำการลบคมขอบแผ่นเหล็กหนาได้อย่างไร?
คุณยังใช้อยู่หรือเปล่าเครื่องเจียรขอบแบบตั้งโต๊ะ CNCต้นทุนสูงแต่ประสิทธิภาพไม่ดีใช่ไหม?
หรือยังคงดำเนินการลอกชั้นเคลือบด้วยมือหลังจากตัดด้วยเปลวไฟอยู่?
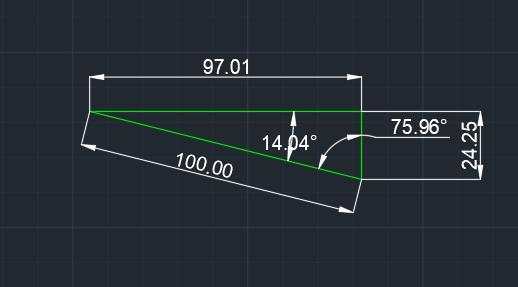
เราได้รับการสอบถามจากบริษัท Chemical Machinery เกี่ยวกับเรื่อง...เครื่องเจียรขอบบนและล่างความหนาแผ่นโลหะขั้นต่ำของพวกเขาคือ 20 มม. ขอให้ทำการลบคมด้านบนและด้านล่างของแผ่นโลหะทั้งหมด ทางโรงงานมีเครื่องลบคมแบบ CNC อยู่แล้ว แต่ใช้งานได้ยากและไม่มีประสิทธิภาพสำหรับแผ่นโลหะขนาดใหญ่และน้ำหนักมากเช่นนี้ ด้านล่างนี้คือภาพวาดการลบคมจากลูกค้า
ดังนั้น เราจึงขอแนะนำเครื่องเจียรขอบด้านบนและด้านล่างดังต่อไปนี้ โดยปกติแล้วจะมีรอยต่อแบบ X หรือแบบ K และการเจียรขอบด้านบนต้องการความกว้างที่มากกว่า
GMMA-100L (ขนาดเส้นผ่านศูนย์กลางใบมีด 100 มม.) สำหรับการตัดขอบบน
GMMA-80R (ขนาดเส้นผ่านศูนย์กลางใบมีด 80 มม.) สำหรับการตัดเฉียงด้านล่าง
 |  |
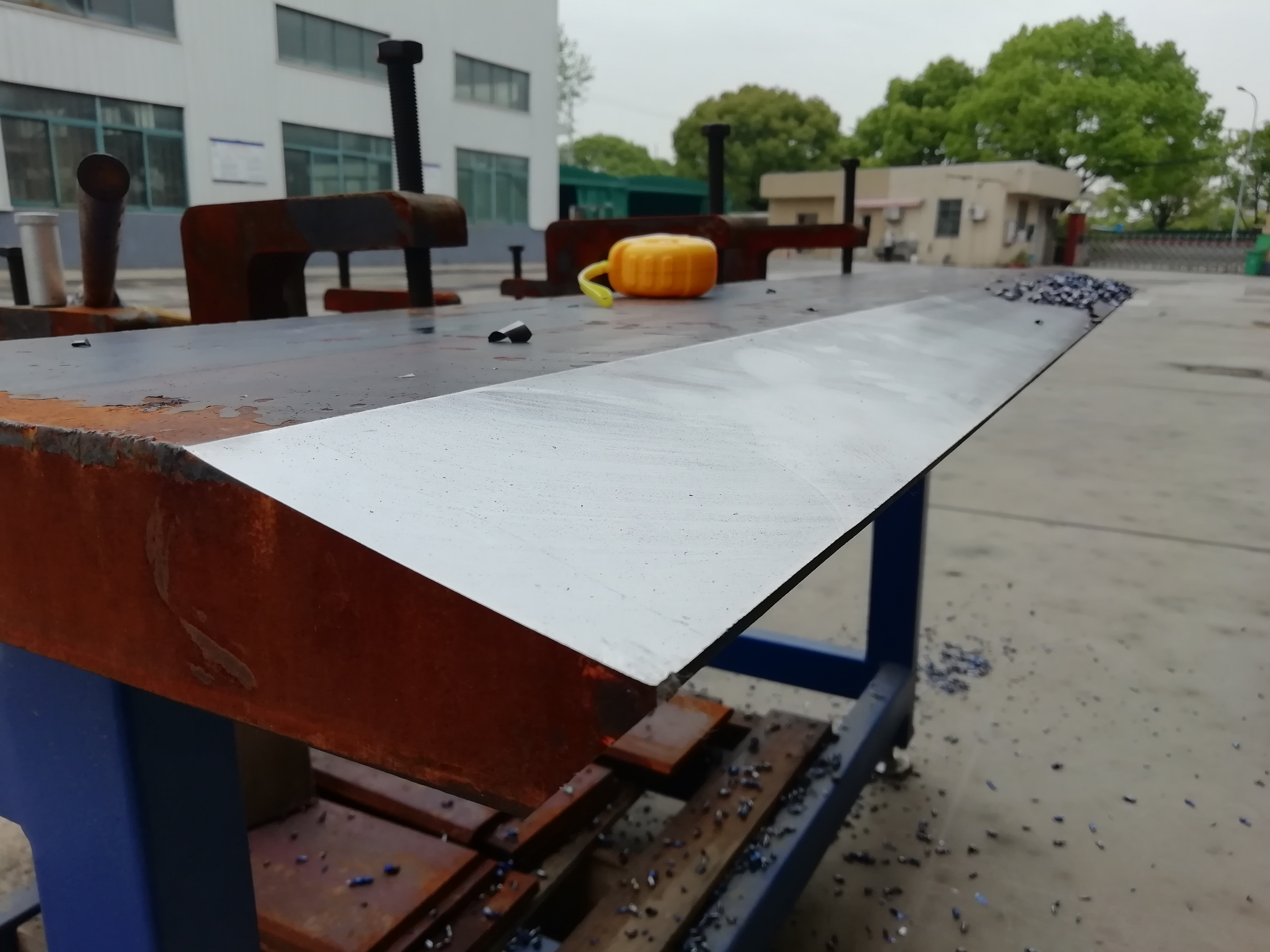
ภาพถ่ายสถานที่ด้านล่างนี้ ดำเนินการโดย GMMA-100l และ GMMA-80Rเครื่องเจียรขอบบนและล่าง.
หลังจากการทดสอบ ลูกค้าพึงพอใจกับเครื่องเจียรขอบของเราเป็นอย่างมาก พวกเขาสั่งซื้อเครื่องเจียรขอบรุ่น GMMA-100L และ GMMA-80R สำหรับแผ่นเหล็กทั้งสองรุ่น
 |  |  |
สำหรับกรณีที่เหมือนกันหรือคล้ายคลึงกันของแผ่นเหล็กหนา เรามีวิธีการทำมุมเอียงให้เลือกหลากหลายยิ่งขึ้นเครื่องลบคมสองด้านมีการลบเหลี่ยมทั้งด้านบนและด้านล่าง รายละเอียดด้านล่างนี้ใช้สำหรับการอ้างอิงของคุณ
วิธีแก้ปัญหาที่หนึ่ง: เครื่องเจียรขอบ GMMA-100L สำหรับการเจียรขอบด้านบน และเครื่องเจียรขอบ GMMA-80R สำหรับการเจียรขอบด้านล่าง
วิธีแก้ปัญหาที่สอง: ใช้ GMMA-100L สำหรับการลบคมด้านบน และ GMMA-100U สำหรับการลบคมด้านล่าง
วิธีแก้ปัญหาที่สาม: GMMA-100K พร้อมหัวตัดสองหัวสำหรับตัดขอบบนและล่างพร้อมกัน (เครื่องตัดขอบรุ่นใหม่ปี 2020)

สำหรับข้อมูลเพิ่มเติมเกี่ยวกับเครื่องเจียรขอบแผ่นเหล็กสำหรับงานหนัก หากต้องการคำแนะนำหรือวิธีแก้ปัญหา โปรดอย่าลังเลที่จะติดต่อเรา
อีเมล:sales@taole.com.cn
เซี่ยงไฮ้ TAOLE MACHINE CO.,LTD
ทีมการตลาด
วันที่โพสต์: 25 พฤษภาคม 2020