ເຮັດແນວໃດເພື່ອເຮັດໃຫ້ເປັນ U / J bevel ຮ່ວມສໍາລັບການເຊື່ອມໂລຫະກ່ອນ?
ວິທີການເລືອກເຄື່ອງ beveling ສໍາລັບການປຸງແຕ່ງແຜ່ນໂລຫະ?
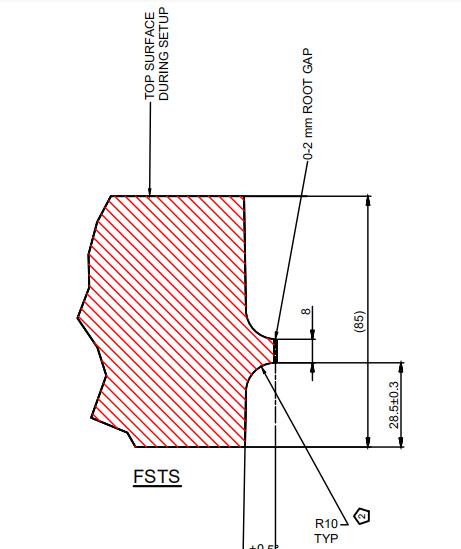
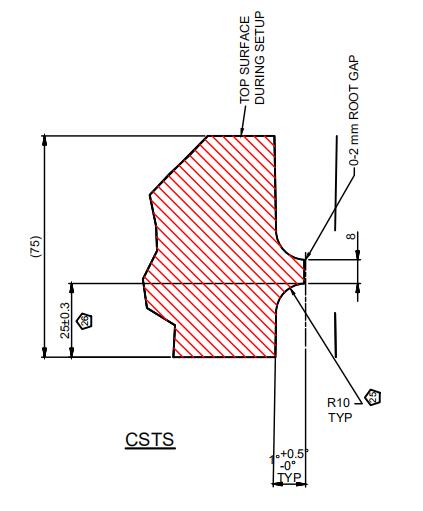
ຂ້າງລຸ່ມນີ້ການອ້າງອີງການແຕ້ມຮູບສໍາລັບຄວາມຕ້ອງການຂອງ bevel ຈາກລູກຄ້າ. ຄວາມຫນາຂອງແຜ່ນສູງເຖິງ 80 ມມ. ຮ້ອງຂໍໃຫ້ເຮັດbeveling ສອງດ້ານ ກັບ R8 ແລະ R10.ວິທີການເລືອກເຄື່ອງ beveling ສໍາລັບແຜ່ນໂລຫະເຫລໍກອ່ອນໆດັ່ງກ່າວ?
 |  |
ສໍາລັບການປະຕິບັດ beveling ປະສິດທິພາບ. ພວກເຮົາໄດ້ແນະນໍາແລະສະຫນອງການແກ້ໄຂທີ່ມີ aເຄື່ອງ milling ຂອບ CNC ແຜ່ນ.
ແຕ່ຄວາມຄິດເຫັນຂອງລູກຄ້ານີ້ U/J ປະເພດ bevel jiont ສໍາລັບໂຄງການດຽວເທົ່ານັ້ນ. ໂດຍທົ່ວໄປ. ພວກເຮົາໄດ້ສະຫນອງ wthເຄື່ອງ beveling ແຜ່ນໂລຫະ GMMA-100L
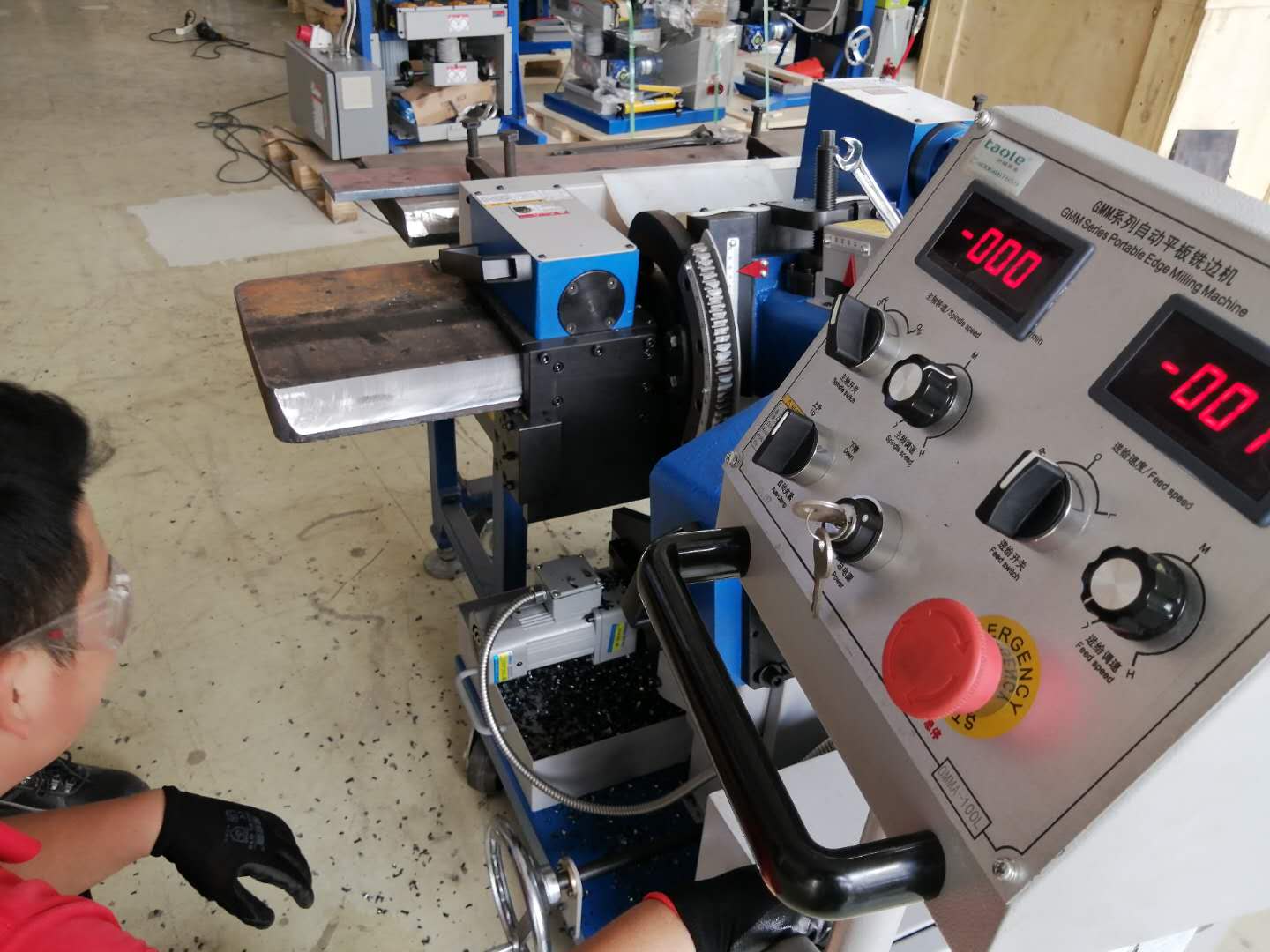
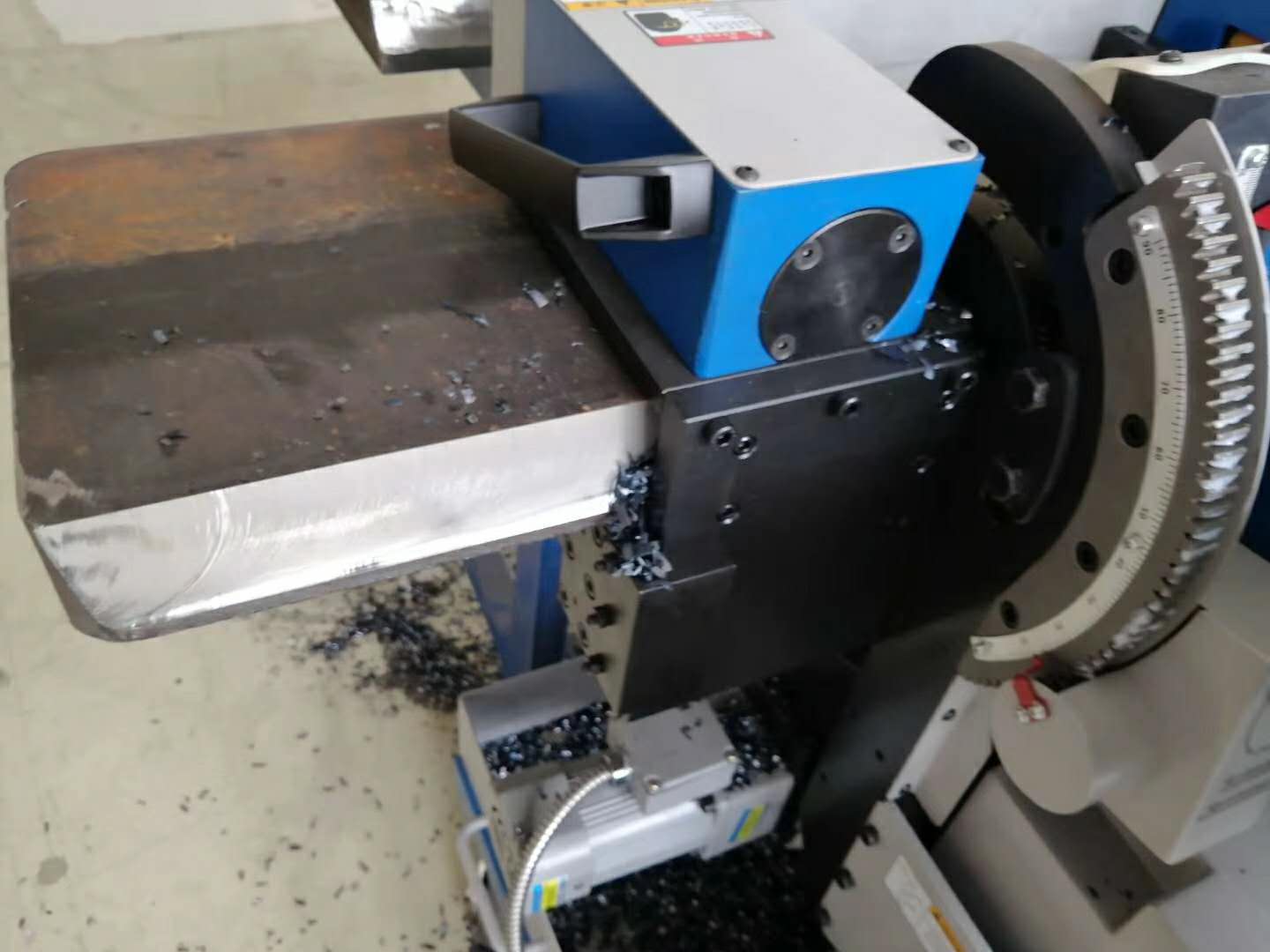
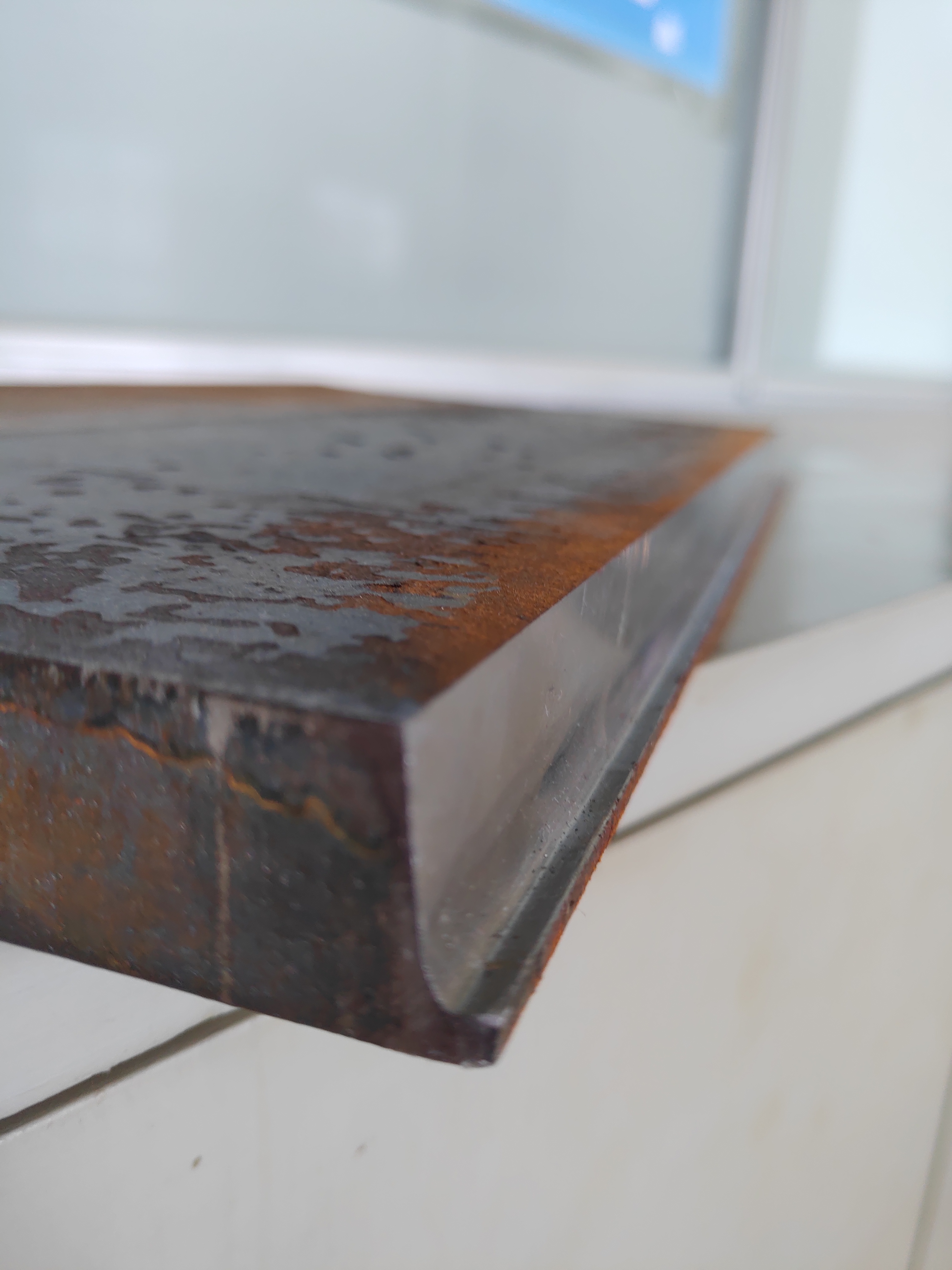
ຂ້າງລຸ່ມນີ້ການທົດສອບກ່ຽວກັບຄວາມຫນາຂອງແຜ່ນ 60mm ສໍາລັບ U R10 bevel ໂດຍGMMA-100L METAL SHEET BEVELING MACHINE
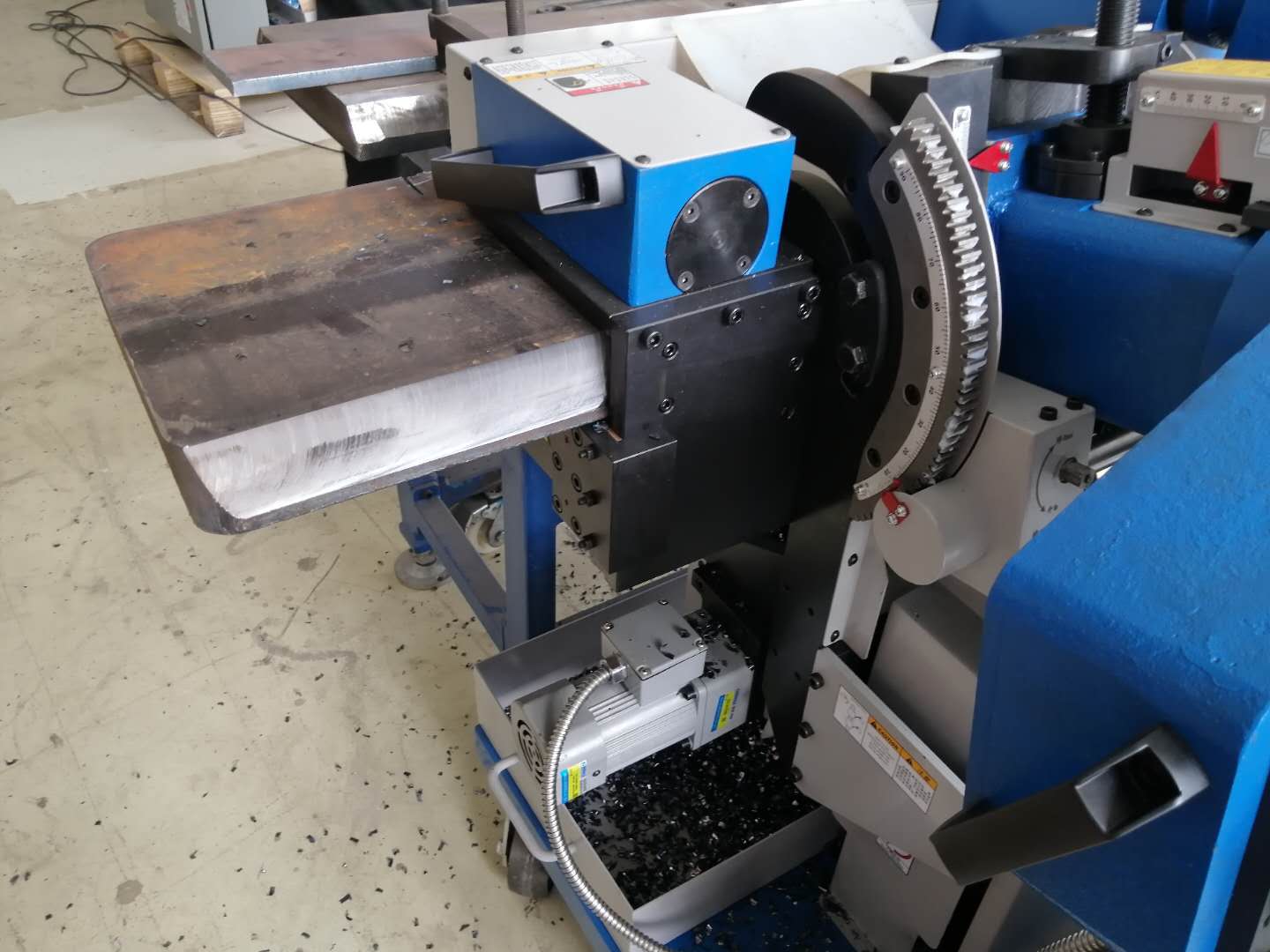 |  |
ຄວາມຫນາຂອງແຜ່ນ 60 ມມ, ຄວາມຍາວຂອງແຜ່ນ 600 ມມ, ກວ້າງ 350 ມມ. R10 U bevel ກັບ 2mm Root Face ສໍາລັບ J bevel ດຽວ.
ເນື່ອງຈາກຄວາມຫນາຂອງແຜ່ນຫນ້າທີ່ຫນັກແລະຂະຫນາດນ້ອຍໂດຍເຄື່ອງ beveling ແຜ່ນໂລຫະ GMMA-100L. ມັນໃຊ້ເວລາ 6-8 ຕັດເພື່ອບັນລຸ bevel. ມັນບໍ່ມີປະສິດທິພາບຫຼາຍເທົ່າກັບການຜະລິດເຄື່ອງຈັກ beveling ແຕ່ລູກຄ້າມີຄວາມສຸກກັບສິ່ງນັ້ນ.
 |  |
ສໍາລັບການປະມວນຜົນ U/J bevel ໂດຍເຄື່ອງ Beveling ປະເພດຍ່າງ. ພວກເຮົາກໍາລັງມີສອງແບບສໍາລັບທາງເລືອກ. ມັນຂຶ້ນກັບຂໍ້ກໍານົດຂອງແຜ່ນ meatl ຂອງລູກຄ້າແລະຂະຫນາດ bevel.
1) GMMA-60L Steel Sheet Edge Milling Machine
2) GMMA-100L Steel Sheet Edge Milling Machine
 |  |
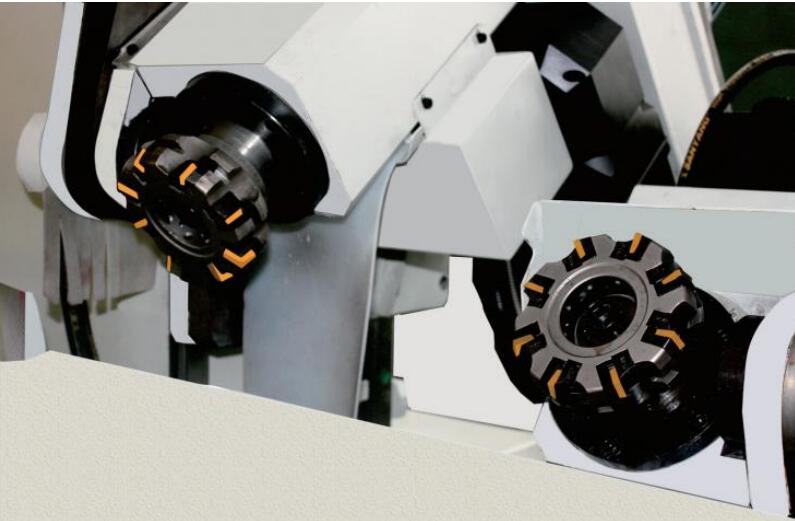
ຖ້າຕ້ອງການການແກ້ໄຂທີ່ມີປະສິດທິພາບສູງກວ່າທີ່ມີລະດັບການເຮັດວຽກທີ່ກວ້າງຂວາງ. ພວກເຮົາມີການແກ້ໄຂ bevel ກັບ aປະເພດຕາຕະລາງ CNC ເຄື່ອງຕັດຂອບໂລຫະ.ເຊິ່ງສາມາດອອກແບບດ້ວຍ Double Head Milling. ຮູບຂ້າງລຸ່ມນີ້ສໍາລັບການອ້າງອີງ.
 |  |
ກະລຸນາຮູ້ສຶກວ່າບໍ່ເສຍຄ່າກັບພວກເຮົາຖ້າທ່ານສົນໃຈທີ່ຈະມີຂໍ້ມູນເພີ່ມເຕີມ.
Email: info@taole.com.cn Tel: +86 13917053771
SHANGHAI TAOLE MACHINE CO.,LTD
ພາກວິຊາການຕະຫຼາດ
ເວລາປະກາດ: ກັນຍາ-04-2020